
HANDMADE
HANDMADE
Know-how
One stroke of a file can be the difference between perfection and mediocrity. Anyone not daring to make this last stroke has already made up his mind. But we know where we’re going. Yesterday’s experience determines tomorrow’s quality.
Balancer
The balance wheel is the heart of the watch. It’s where the precision that the watch keeps is determined. Integrating the balance spring and shaping the Breguet terminal curve require the greatest possible concentration and enormous skill. Incorrectly balancing the balancing wheel will adversely affect the clock’s precision. Because only the simplest tools are used, the difference between good and very good resides at all times in the watchmaker’s hands.

Boring out holes
The main plate is the base of the movement, to which all the ruby bearings and screws are fixed. The wheels and pinions may be perfect but if the axial distances are wrong, it’s all in vain. The distance between the holes of the bearings must therefore be correct to a thousandth of a millimeter and absolutely perpendicular to the surface. One hole after another is produced on a jig boring machine. With the escapement and regulator, holes are additionally bored out on a centering lathe so that upper and lower bearings end up exactly on an axle. The machine does nothing by itself. Only the hand of the watchmaker is responsible for a perfect result. This stage of the work requires great concentration and perseverance.

Circular satin finish
High-quality work must be both functional and appealing, which is why the creation of decorated surfaces and polished bevels are an important stage of the work. Circular or sunray shaped brushings are created on wheels. Creating the necessary custom made holders and tools, as well as setting up the machine takes more time than the decoration itself. A perfect result can only be ensured with the greatest care and the most accurate preliminary work.

Crossing out wheels
The pinion has to be turned and the wheel has to have spokes fitted. The wheels should have the smallest possible moment of inertia so that they can be accelerated quickly and not hit the pinion leaves when decelerating. The basic shape comes into being on a pantograph. A lot of filing is needed and a huge amount of patience required to achieve the final shape. The technically necessary elements are then followed by the finishing touches in the form of esthetical decorations. The spokes are provided with fine, polished chamfers. It is with this stage of the work that we pay tribute to all the watchmakers who have brought this beautiful craft to perfection over the past few centuries.

Dial
The very purpose of a watch is to tell the time. So something as precious as time deserves an appropriate stage on which to perform, meaning the dial and hands. Our dials only reveal their full splendour when closely examined. Relief structures emerge on machines that should have retired aeons ago, giving depth to the dial and endowing it with a special lustre.
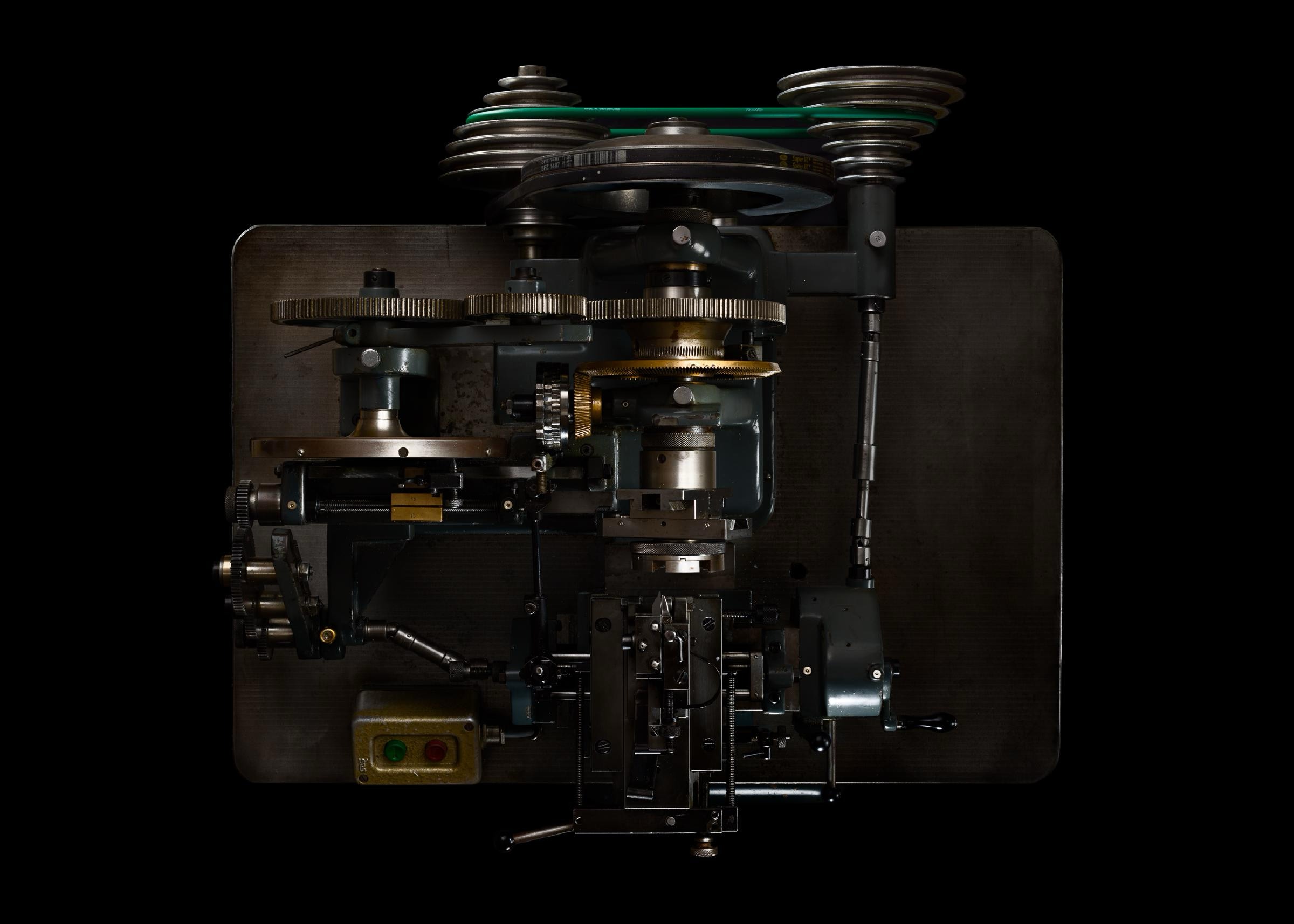
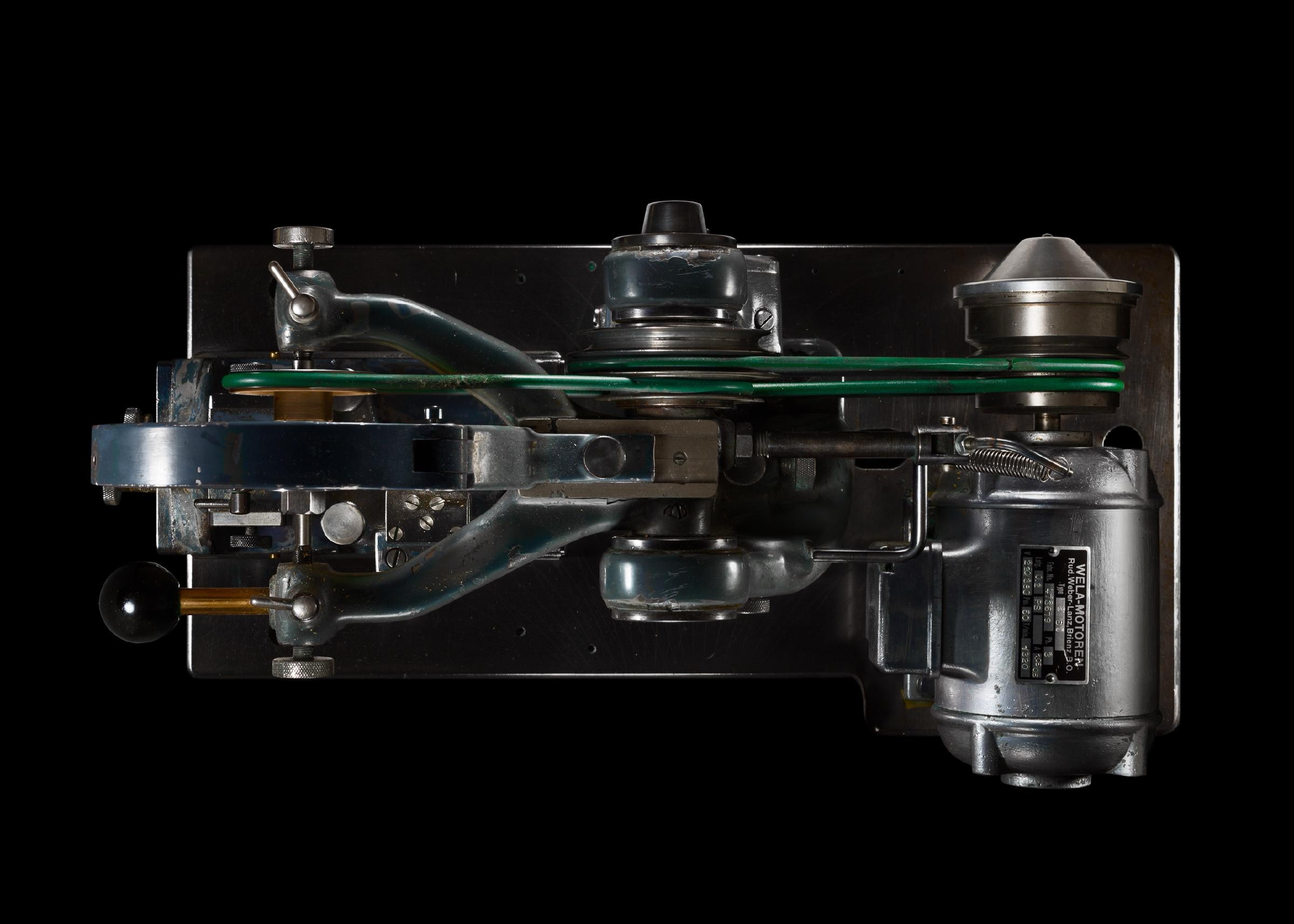
Milling the pinion
For the tensioned spring to get its energy to the regulator – the watch’s actual clock – the movement needs to transfer this energy. The movement consists of steel pinions to which filigree wheels made of brass are fixed. The wheels and pinions are toothed on a century-old machine whose use demands substantial expertise and experience. If both are present, the emerging tooth profiles are absolutely on a par with those produced using the latest techniques.

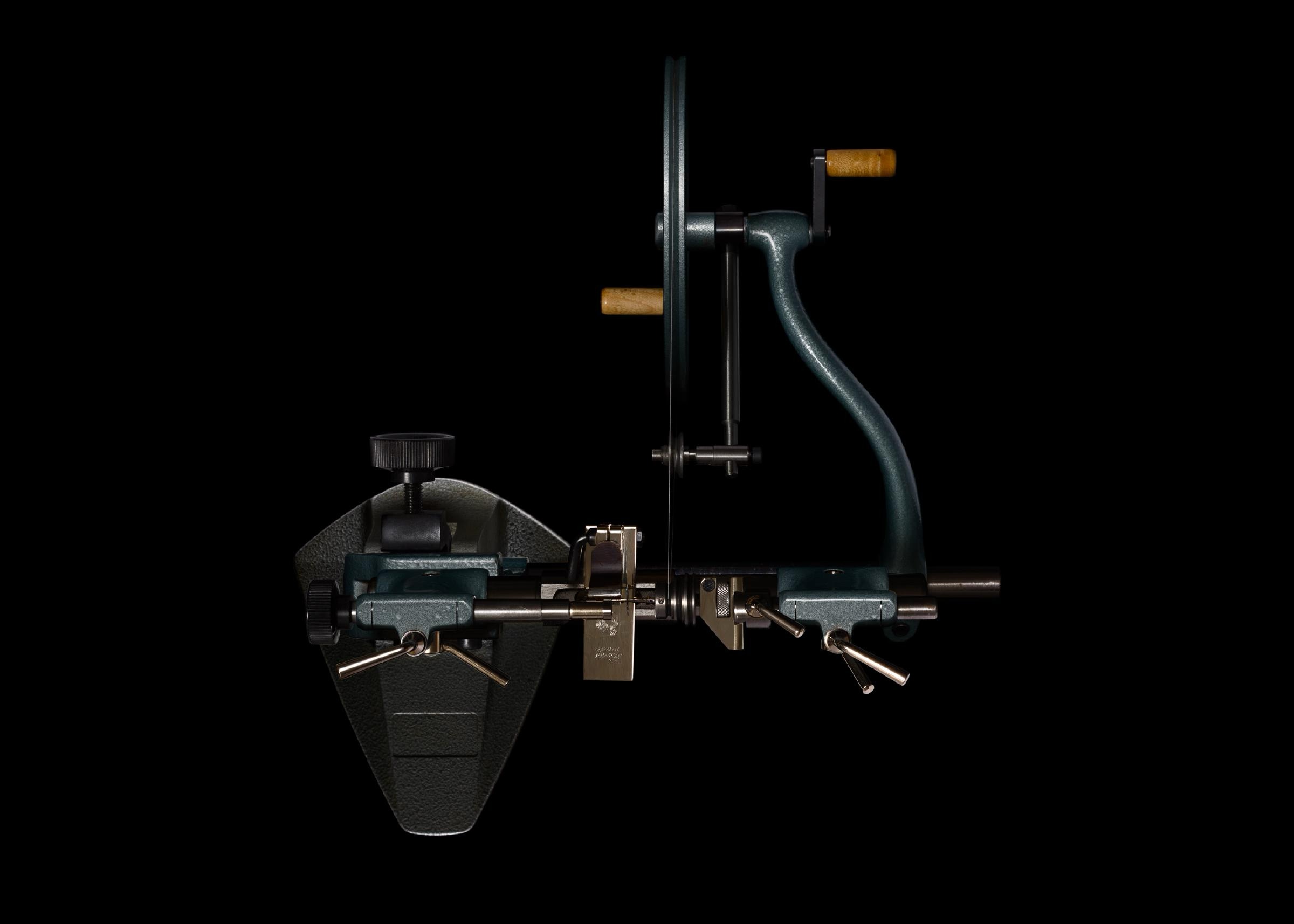
Polishing the pinion
To minimise friction between wheel and pinion, pinion leaves are polished tooth by tooth using a rotating wooden disc and a polishing compound. The time needed for polishing and the pressure between the wooden disc and the pinion leaf are determined solely by the watchmaker’s hand.
Turning the pinion
The hardened rough pinions can now be given their final shape. The shoulder to which the wheel is to be fixed emerges on a hand-driven lathe along with the pivots that later turn in ruby bearings. In this process, quality resides entirely in the hands of the watchmaker, who gives the hand graver its shape and guides it by turning. If a required dimension is undershot, the pinion is unusable. This work is the most time-consuming and hardest stage on the way to achieving a ready pinion.

copyright © 2016 - 2024 by Bumont GmbH
